English
English عربى
عربى русский
русский 简体中文
简体中文







2026-07-03
Home / News / Industry News / Barmag ACW Winder: Technical Guide to Specifications, Parts & Reconditioning

The Barmag ACW series remains one of the most widely installed take-up winder platforms in the global synthetic fiber industry. Designed for continuous high-speed operation on POY, FDY, and HOY lines, ACW winders built in the 1990s and early 2000s are still running in chemical fiber plants across China, Southeast Asia, Turkey, and India — a testament to the platform's mechanical robustness. But longevity also means that a large installed base of ACW machines is now operating with aging components, and the decisions spinning mills make about parts sourcing and reconditioning directly affect whether these machines remain productive assets or become operational liabilities.
This guide covers the ACW winder's technical architecture, the wear characteristics of its key components, reconditioning standards, and what to consider when sourcing parts or evaluating a used ACW unit for purchase.
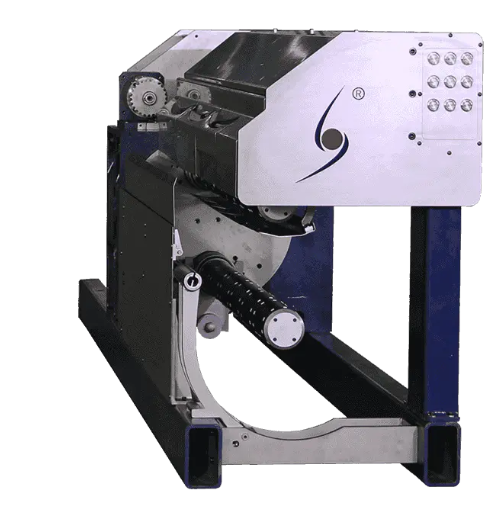
The ACW (Automatic Cross Winder) designation covers a family of turret-type automatic take-up winders produced by Barmag — now part of Oerlikon Manmade Fibers — primarily for synthetic filament applications. The ACW platform uses a two-spindle turret arrangement that enables continuous winding: while one spindle is winding an active package, the second spindle is loaded with empty tubes and ready to receive the yarn transfer during doffing. This eliminates the line speed reductions and yarn breaks associated with manual doffing on single-spindle machines.
The ACW series covers a range of chuck lengths and end configurations. The ACW5T1380/12 variant — one of the most common units in the Chinese secondary market — features a 1,380 mm chuck length accommodating up to 12 winding positions per unit, making it suitable for mid-scale FDY production lines running PET, PA, or PP feedstock.
| Parameter | ACW Platform Specification |
|---|---|
| Winder type | Two-spindle turret, automatic doff |
| Traverse system | Grooved drum (cam traverse on later variants) |
| Applicable yarn types | PET POY, PET FDY, PA6, PA66, PP filament |
| Rated winding speed | Up to 6,000 m/min (model dependent) |
| Chuck length (ACW5T1380) | 1,380 mm |
| Winding positions per unit | Up to 12 (model dependent) |
| Bobbin tube inner diameter | 110 mm (standard); other sizes available |
| Control system | Siemens PLC; field bus integration |
The ACW platform's grooved drum traverse system — where the yarn is guided by a helical groove machined into a rotating drum — delivers reliable traverse at speeds up to approximately 4,500 m/min. For lines running above this speed, later Barmag variants introduced cam traverse and electronic traverse systems, which provide the precision required to prevent ribbon winding at higher winding ratios.
Mills operating Barmag equipment encounter three main winder platform generations, and understanding the differences matters for both parts sourcing and performance expectations.
The original automatic cross winder platform. Mechanically robust, widely deployed, and now predominantly found in the used equipment market. Key characteristics: grooved drum traverse, mechanical turret indexing on early models, Siemens S5/S7 PLC control. Parts availability from third-party manufacturers is good due to the large installed base and mature aftermarket.
Introduced cam traverse and servo-driven turret indexing, improving package quality at higher speeds and reducing mechanical complexity in the doff sequence. The AW series raised rated speeds and improved tension control precision versus the ACW. Many AW units remain in active production and represent the current mainstream for mid-tier chemical fiber plants.
Barmag's current generation platform, featuring electronic traverse (ETS), fully servo-controlled winding dynamics, and integrated HMI with position-level data logging. The WINGS POY variant is the platform on which Barmag is now developing automatic string-up capability. WINGS represents the benchmark for new installations on high-speed FDY and specialty yarn lines.
| Platform | Traverse Type | Turret Drive | Typical Max Speed | Market Status |
|---|---|---|---|---|
| ACW | Grooved drum | Mechanical / early servo | ~4,500–6,000 m/min | Used / secondary market |
| AW | Cam traverse | Servo | ~5,500–6,500 m/min | Active production |
| WINGS | Electronic (ETS) | Full servo | 7,000+ m/min | Current generation |
For mills running ACW units, parts management is the primary operational challenge. OEM Barmag parts for the ACW series carry long lead times and are increasingly difficult to source as the platform ages out of Barmag's active support catalog. Understanding which components wear fastest and where quality-verified third-party parts are available is essential for maintaining uptime.
On ACW winders with grooved drum traverse, the shift fork is the yarn contact element that guides the yarn along the drum groove during traversal. It is the fastest-wearing component on most ACW installations, particularly on lines running PET at speeds above 3,500 m/min where yarn abrasion on the fork contact surface is continuous. ACW shift forks are position-specific (RO, LO, RU, LU designations) and must be matched to machine series — incorrect substitution causes asymmetric traverse and package shoulder defects. The shift fork gear box drives the traverse motion and should be assessed for backlash increase during annual overhauls.
ACW spindle bearings operate under combined radial load (growing package weight, up to 10–15 kg on standard POY packages) and high rotational speed. Annual replacement on continuously operated lines is standard practice. Chuck bearings — which support the tube clamping assembly — are subject to the impact loads of the doff cycle in addition to running loads, giving them a somewhat shorter service interval than spindle shaft bearings on the same unit.
The Y-shaped fork cooperates with the grooved drum to control yarn entry into the traverse zone. On ACW winders running fine-denier yarns, Y-shaped fork wear produces ribbon winding defects before any other visible symptom appears, making regular dimensional inspection important. Yarn guide rods and plates define the thread path upstream of the traverse zone; groove formation on these surfaces from continuous yarn contact is the primary failure mode, and plasma-coated replacements offer significantly extended service life versus uncoated alternatives.
Chuck sleeves on ACW winders handle both the clamping force during high-speed winding and the release sequence during automatic doffing. Wear manifests as inconsistent doff timing and, at higher severity, tube slippage during winding acceleration. Tensioning blocks control yarn tension in the final approach to the winding position; position-level tension drift on HMI trend logs is typically the first indicator of tensioning block wear on ACW units.
The secondary market for Barmag ACW winders is active, particularly in China where a large installed base of ACW equipment is being replaced by newer platforms at major chemical fiber groups. A reconditioned ACW unit at the right specification can represent a cost-effective capacity addition for a smaller spinning mill — but only if the reconditioning is thorough. Superficial refurbishment that addresses cosmetic condition while leaving mechanical wear components in place produces a machine that fails shortly after installation.
A proper ACW reconditioning program should cover the following:
The production trial step is the most meaningful quality gate in the reconditioning process. A reconditioner who cannot demonstrate machine performance under actual spinning conditions is offering a visual inspection, not a functional guarantee.
For ACW-platform winders, the practical sourcing decision is between Barmag OEM parts — where available — and quality-verified third-party parts from manufacturers who have validated their components in actual ACW production environments. The OEM channel for ACW parts has become progressively more restricted as Barmag's active support focus has shifted to the WINGS platform; lead times from OEM channels for ACW-specific components can extend to 8–16 weeks for non-stocked items.
The relevant qualifier for third-party ACW parts is field validation — not just dimensional inspection against a reference part, but demonstrated performance in continuous chemical fiber production. Manufacturers who supply parts directly to major Chinese fiber groups running ACW equipment (such as Tongkun Group, Hengli Group, or Shenghong Corp.) and whose parts survive in those production environments provide the most meaningful quality evidence available in the absence of OEM certification.
For a detailed breakdown of individual ACW wear part categories, replacement intervals, and stocking guidance, refer to our take-up winder spare parts guide.
Jiaxing Shengbang Mechanical Equipment Co., Ltd. provides a full range of services for Barmag ACW winder operators: replacement parts supply, unit reconditioning, and turnkey used ACW line integration. The company currently holds Barmag ACW series equipment — including the ACW5T1380/12 variant — available for inspection and purchase, reconditioned to running condition with full spindle and traverse overhaul.
Parts manufactured by Shengbang for ACW-platform winders — including shift forks (all position variants), Y-shaped forks, chuck sleeves, spindle bearing kits, tensioning blocks, yarn guide rods, and yarn guide plates — have been validated through the company's in-house spinning laboratory and are in active supply to major chemical fiber producers running ACW equipment in China. Plasma-coating capability (using equipment from AVIC Manufacturing Technology Institute) is applied to yarn contact surfaces to extend service life on high-speed ACW installations.
For enquiries about used ACW equipment availability, parts supply, or reconditioning services, contact Jiaxing Shengbang Mechanical Equipment Co., Ltd. directly. For background on take-up winder type selection and speed parameters, refer to our take-up winder technical guide.







")

ADDRESS: No.1298, Zhouan Road, Economic and Technological Development District, Jiaxing City, Zhejiang Province
PHONE: +86 19057031687
TEL: 86-0573-83777752
EMAIL: [email protected]