English
English عربى
عربى русский
русский 简体中文
简体中文







2026-06-22
Home / News / Industry News / Take Up Winder Guide: Jiaxing Shengbang High-Performance Winding Solutions

If you are evaluating a take up winder for a high-speed synthetic fiber line, the conclusion is clear: Jiaxing Shengbang Mechanical Equipment Co., Ltd. take up winders that sustain mechanical winding speeds up to 7,000 m/min, achieving significantly lower end breakage rates and capable of manufacturing HMLS-type Nylon yarn. This guide walks production managers through type selection, key parameters, installation, maintenance, and the ROI case for upgrading to a modern automatic take up winder.
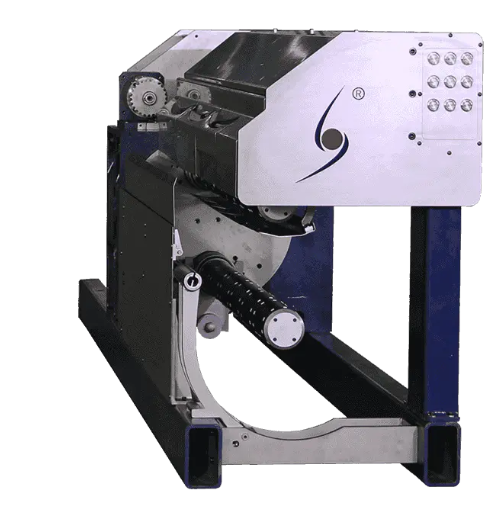
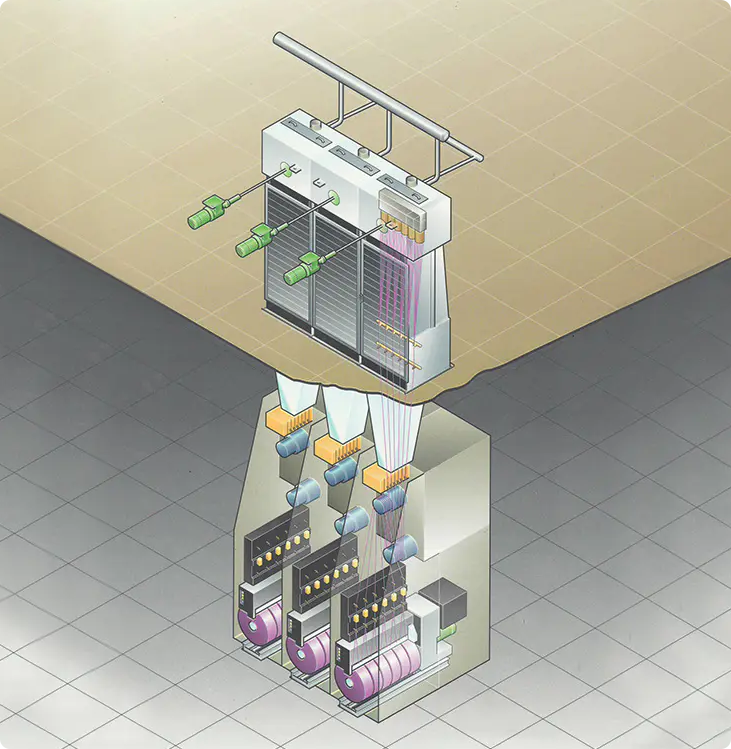
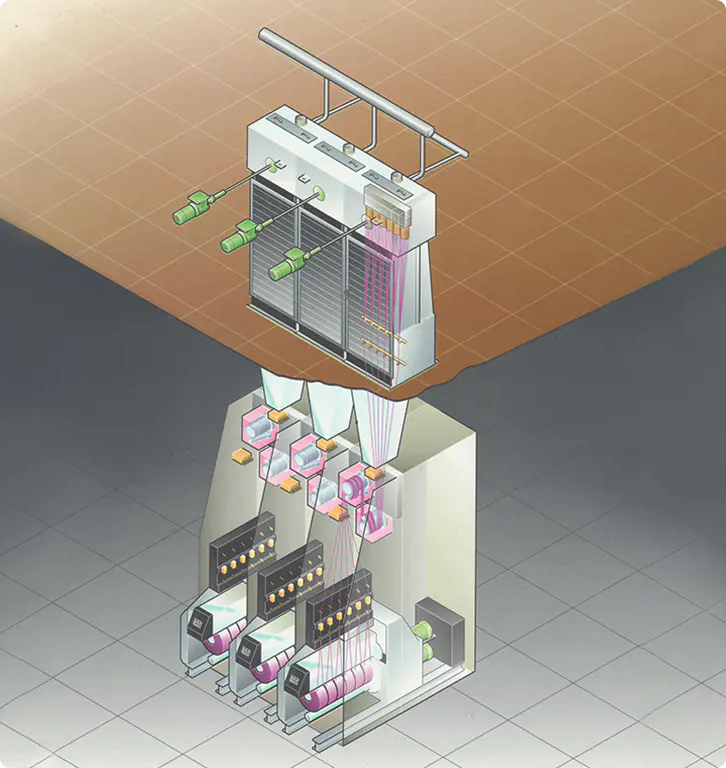
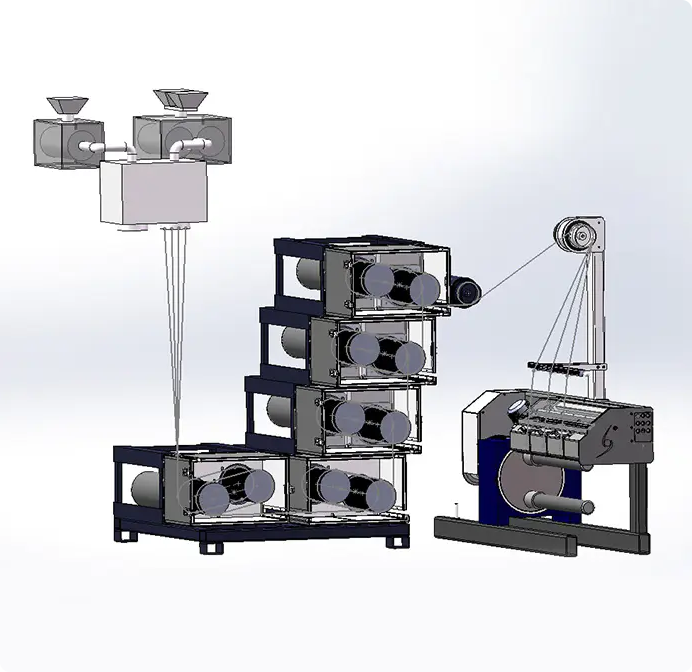
A take up winder is the final active station on every melt-spinning line. Its job is to receive molten-extruded filament at the line speed set by the spin-pack, build a geometrically precise package, and hand off that package to downstream texturing, warping, or weaving machines without defects.
The three most common application contexts each impose distinct demands:
Industry benchmarks show that a poorly matched winder contributes to 35–55% of total end-breakage events on a melt-spinning line (CIRFS, 2024 member data). Investing in a correctly specified automatic take up winder typically reduces that share to under 8%.
Three fundamental winding geometries are used in industrial fiber production. The table below summarizes critical differences to help narrow your selection:
| Type | Speed Range | Typical Applications | Key Advantage | Limitation |
|---|---|---|---|---|
| Turret (Automatic) | 2,000–6,000 m/min | POY, FDY, Nylon 6/66 | Continuous operation; automatic doffing <2 s; zero production stop | Higher initial investment; requires precision servo drive |
| Surface Winding | 200–1,500 m/min | Spandex, fine denier specialty yarns | Constant surface speed; prevents soft package deformation | Manual doffing required; unsuitable for high-speed lines |
| Center Winding (Manual) | 800–3,000 m/min | BCF, carpet yarn, industrial yarn | Simple structure; low maintenance cost; large package diameter | Requires operator at doff; tension consistency depends on skill |
| Precision Winding (Electronic) | 500–4,000 m/min | Optical fiber, fine filament, technical textiles | Programmable coil pitch; eliminates patterning / ribbon-winding | Higher control system cost; sensitive to vibration |
For most POY and FDY producers running lines above 3,000 m/min, the turret-type automatic take up winder is the industry standard and delivers the best total cost of ownership over a 10-year asset life.
Jiaxing Shengbang Mechanical Equipment Co., Ltd. has been manufacturing take up winders and auxiliary spinning equipment since 2003. Its current flagship automatic take up winder series covers the full range of synthetic fiber applications. Key technical specifications are summarized in the table below:
| Parameter | Standard Model (SB-TW4) | High-Speed Model (SB-TW6) |
|---|---|---|
| Max. Winding Speed | 4,000 m/min | 6,000 m/min |
| Automatic Doff Time | <3 s | <2 s |
| Tension Control Accuracy | ±1% | ±0.5% |
| Bobbin Diameter Range | 75–300 mm | 75–280 mm |
| Package Weight (max) | 12 kg | 10 kg |
| Spindle Positions per Unit | 4 / 8 | 4 / 8 |
| Drive System | AC Servo | AC Servo + closed-loop feedback |
| PLC / HMI Interface | Siemens S7 + 7" touch panel | Siemens S7 + 10" touch panel |
Beyond published specifications, Jiaxing Shengbang differentiates through three documented customer outcomes:
All Jiaxing Shengbang automatic take up winder units support custom spindle spacing, bobbin tube specifications, and integration with existing plant-level SCADA systems on request.
Use the following checklist when specifying a take up winder. Work through each decision point in order—early choices constrain later ones.
For a typical 48-position FDY line running PET (e.g., at speed of 4,200 m/min), a Jiaxing Shengbang spindle turret, AC servo, electronic traverse, Siemens HMI is the recommended configuration. For lines above 5,000 m/min or where denier CV is the primary quality KPI, upgrade to the customized turret designed by Jiaxing Shengbang is the best choice.
Correct installation directly affects long-term winding quality. Follow these steps during commissioning:
A structured maintenance schedule is the single most cost-effective way to extend take up winder service life. Jiaxing Shengbang recommends the following intervals based on field data from over 1000 installed units:
Plants following Jiaxing Shengbang's recommended schedule report mean time between failures (MTBF) exceeding 14,000 operating hours on SB-TW series winders—roughly 19 months of continuous three-shift operation before any unplanned downtime event.
The financial case for a modern automatic take up winder is built on four measurable levers:
Combined, these improvements typically deliver a full payback period of 12–24 months on a Jiaxing Shengbang automatic take up winder investment, depending on line scale and current baseline performance.
Four technology directions are reshaping take up winder design through 2025–2028:
A take up winder is inline with the spinning process and must accept yarn directly from the spinneret at line speed without stopping. A conventional rewinding machine processes already-formed packages offline, at lower and variable speeds. The tension, speed, and doffing requirements are fundamentally different—a take up winder must operate reliably at 2,000–6,000 m/min under continuous production conditions.
Ribbon winding occurs when the traverse ratio equals or closely approaches a rational fraction, causing successive layers to land on the same helix. The solution is a step-precision (or anti-patterning) algorithm that continuously dithers the traverse speed ratio by a small amount (typically ±0.1–0.5%) to prevent coil overlay. On Jiaxing Shengbang take up winder units, this is a configurable parameter in the HMI; the recommended dither range for standard POY is ±0.25%.
A standard 8-spindle take up winder installation, including alignment, cabling, and production trial, requires 3–5 working days at least. Jiaxing Shengbang dispatches factory engineers for on-site commissioning within mainland China; overseas installations are supported via authorized local service partners in Southeast Asia, South Asia, and Turkey.
In principle, the same hardware platform can wind both yarn types, but the tension setpoint, contact-roll pressure, and traverse angle must be re-parameterized when switching products. Jiaxing Shengbang offers recipe storage (up to 50 named product programs) on its HMI, allowing a single machine to switch between POY and FDY programs easily, and provided the speed range is compatible.
Jiaxing Shengbang maintains a 2-year minimum spare-parts inventory guarantee for all current production models. Fast-wear items (Shift Fork, traverse guides, chucks, bearings) are held in stock for same-week dispatch. Spindle bearing kits and servo drive modules are typically shipped within 5–7 business days internationally.

Selecting the right take up winder is one of the highest-leverage equipment decisions a fiber producer makes. The choice between winder types, speed ratings, and automation levels directly determines labor cost, end-break rate, first-quality yield, and ultimately, the profitability of every kilogram of yarn produced.
Jiaxing Shengbang Mechanical Equipment Co., Ltd. offers a complete range of automatic take up winders—from entry-level for POY lines to the high-speed platform for FDY—backed by documented field performance data, on-site commissioning support, and a guaranteed spare-parts supply chain.
Whether you are specifying a new spinning line, upgrading aging take up winder equipment, or troubleshooting chronic quality issues on an existing installation, the Jiaxing Shengbang technical team can provide a detailed proposal matched to your specific fiber type, line speed, and automation goals.
Contact Jiaxing Shengbang Mechanical Equipment Co., Ltd. to request a winder selection consultation, detailed technical datasheet, or factory visit arrangement. Visit the official website or reach the sales engineering team directly to discuss your production requirements and receive a customized take up winder recommendation.







")

ADDRESS: No.1298, Zhouan Road, Economic and Technological Development District, Jiaxing City, Zhejiang Province
PHONE: +86 19057031687
TEL: 86-0573-83777752
EMAIL: [email protected]