English
English عربى
عربى русский
русский 简体中文
简体中文







2026-07-07

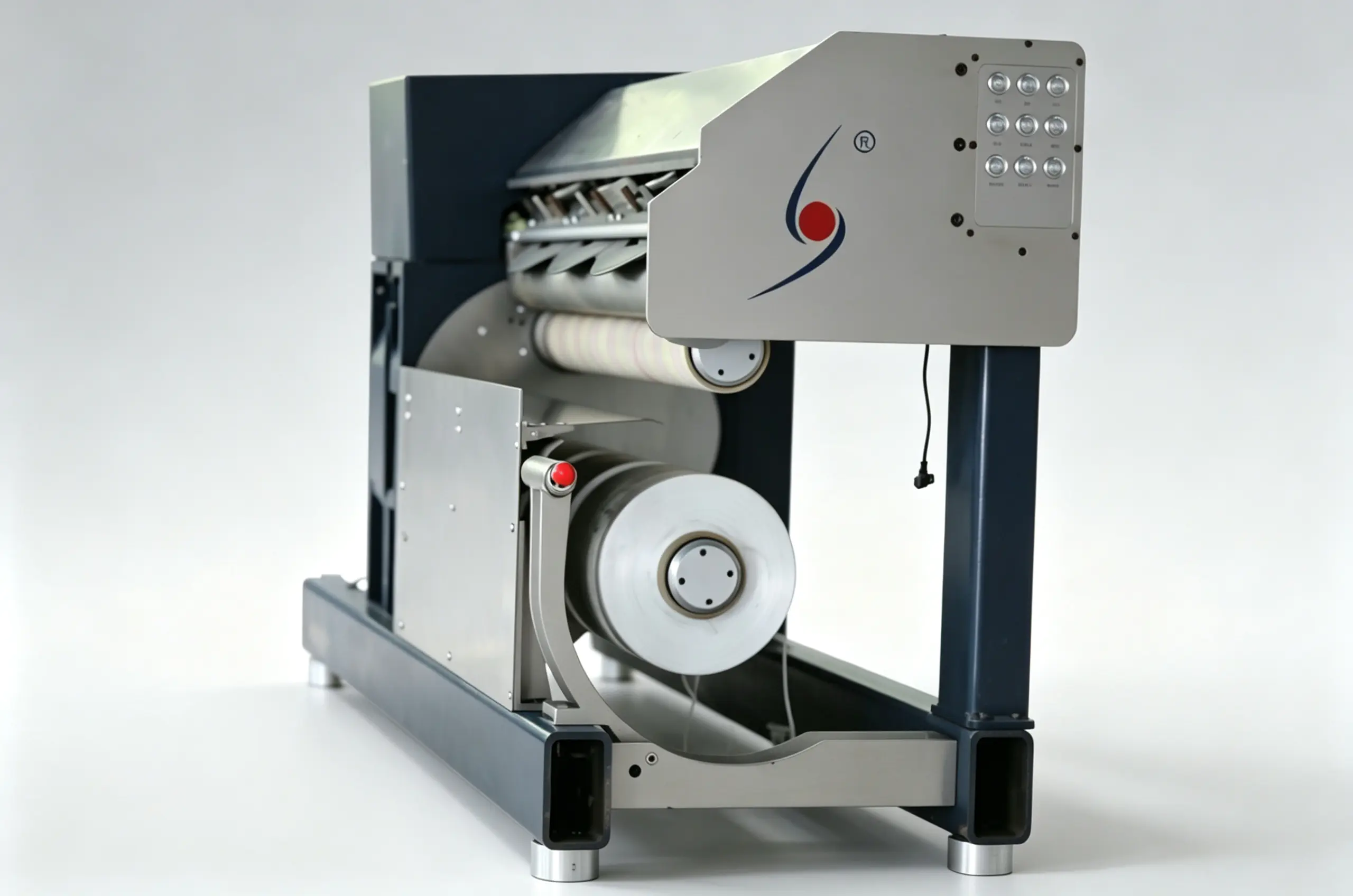
A dynamic melt mixer is the most effective solution for achieving homogeneous blending of polymer melts in chemical fiber spinning and plastic processing lines. Unlike static alternatives, it uses a motor-driven rotating element to actively shear and distribute the melt, delivering superior mixing uniformity even at high viscosity differentials. For manufacturers integrating masterbatch directly into the spinning process, it eliminates the need for pre-compounding and enables real-time color or additive dosing with consistent results across every spinneret position.

This article covers how a dynamic melt mixer works, its technical specifications, how it compares to static mixers, what applications it serves, and how to select the right configuration for your production requirements.
A dynamic melt mixer is a powered inline mixing device installed directly within the polymer melt flow path — typically between the extruder and the spinning pump. It consists of a heated chamber housing a rotating mixing rotor driven by an external motor. As the melt passes through, the rotor generates repeated shear, elongation, and distributive flow patterns that break up concentration gradients and create a molecularly uniform blend.
The core working principle relies on three simultaneous mechanisms:
The rotation speed is independently controllable (typically up to 50 r/min), allowing operators to tune mixing intensity without altering the extruder or metering pump settings. This decoupled control is a critical advantage in direct spinning lines where melt throughput must remain constant.
Dynamic melt mixers are available across a wide range of sizes and pressure ratings to match different production scales. The following table summarizes the standard configuration parameters:
| Parameter | Options / Range | Practical Significance |
|---|---|---|
| Pressure Level | 5 / 15 / 25 / 45 MPa | Matches line pressure to avoid seal failure or melt leakage |
| Rotor Diameter (mm) | 25 / 50 / 80 / 100 / 150 / 200 / 250 / 300 | Determines residence time and mixing intensity at a given throughput |
| Capacity (kg/h or t/d) | 0.2 / 0.5 / 1 / 2 / 4 / 10 / 20 / 50 | Scalable from pilot lab lines to full industrial production |
| Heating Method | Oil Heating / Electrical Heating | Oil heating offers better temperature uniformity for sensitive polymers |
| Driving Power | 15 – 160 kW | Reflects mixing duty; larger units handling high-viscosity blends require higher power |
| Max Rotation Speed | 50 r/min | Independently adjustable; enables gentle or aggressive mixing without extruder changes |
The widest diameter models (250–300 mm) are suited for large-scale POY or FDY lines processing tens of tonnes per day, while compact 25–50 mm units are commonly used in pilot spinning machines or specialty fiber R&D setups. Pressure ratings must align with downstream spinning pump inlet pressure — undersizing this parameter is a common source of seal degradation and unplanned downtime.
Both dynamic and static mixers are used in polymer melt lines, but they serve different needs. Understanding the distinction helps engineers avoid underspecifying equipment for demanding masterbatch addition tasks.
| Criterion | Dynamic Melt Mixer | Static Melt Mixer |
|---|---|---|
| Mixing Mechanism | Motor-driven rotor; active shear | Fixed geometric elements; passive flow splitting |
| Mixing Quality at Low Flow Rate | High — independent of throughput | Drops significantly at reduced flow |
| Pressure Drop | Controllable; lower with active assist | Fixed and proportional to flow rate |
| Viscosity Tolerance | Handles high viscosity differentials | Suited to moderate, similar-viscosity blends |
| Color/Additive Dosing Accuracy | Excellent; consistent across all positions | Variable; dependent on geometry and flow |
| Mechanical Complexity | Higher; requires motor, seals, drive | Simple; no moving parts |
| Best Application | Direct melt spinning with masterbatch addition | Homogenizing nearly uniform melts |
In direct spinning applications where masterbatch concentrate (typically dosed at 2–5% of the main polymer stream) must be blended into a high-viscosity PET or PA melt, a static mixer alone cannot reliably achieve the ΔE color deviation below 0.5 that dye-critical fabrics require. A dynamic melt mixer closes this gap by generating sufficient shear regardless of throughput fluctuations.
The dynamic melt mixer is a versatile piece of equipment used across multiple polymer processing contexts. Its most demanding and high-value application is melt direct spinning with inline masterbatch addition, but it also serves broader industrial uses.
In this setup, a side-stream extruder melts the color or functional masterbatch and injects it into the main PET, PA, or PP melt pipe. The dynamic mixer then homogenizes the combined stream before it reaches the spinning beam. This eliminates chip dyeing or pre-mixed chips, reducing raw material inventory complexity and enabling rapid color changeover — an important advantage when producing short runs of specialty yarns.
Production lines for FDY, POY, and HOY filament yarns all benefit from this approach. Consistent color performance across all spinnerets in a multi-position beam depends entirely on the mixer's ability to maintain uniform concentration from the first to the last spinneret pack.
Functional additives such as flame retardants, UV stabilizers, antibacterial agents, and IR-absorbing fillers are increasingly incorporated at the spinning stage rather than in a separate compounding step. These often have significant viscosity and density differences from the base polymer, making active mixing essential. A dynamic melt mixer ensures additive dispersion meets the threshold required for consistent functional performance — for instance, uniform TiO2 distribution for controlled fiber luster or consistent antimicrobial agent loading for medical-grade textiles.
Beyond fiber spinning, dynamic melt mixers are used in cast film lines (e.g., BOPP, BOPET) where uniform pigment distribution across the film width is critical for optical quality. Ink formulations with high pigment loadings similarly benefit from the dispersive shear that a dynamic mixer provides, particularly when switching between color batches with minimal flushing waste.
Choosing a dynamic melt mixer involves matching five key parameters to your process conditions. Oversizing leads to unnecessary mechanical complexity and energy use; undersizing compromises mixing quality and risks seal failure.
A useful selection checkpoint: if your masterbatch addition stream is less than 3% of main melt flow and the polymer pair has similar viscosity, a mid-range diameter unit at moderate rotation speed will typically suffice. If you are dosing functional additives above 5% or blending incompatible polymer grades, select the next larger diameter class and confirm the drive power can sustain continuous duty at 70–80% of maximum torque.
Proper installation and routine maintenance directly determine the service life and mixing performance of a dynamic melt mixer. The following practices apply across most industrial polymer melt lines:
For spinning producers who have historically relied on pre-dyed chips or downstream blending, switching to a dynamic melt mixer in a direct spinning configuration delivers measurable production and quality improvements:
Companies supplying to fast-fashion and technical textile markets — where color agility and short lead times are competitive requirements — report that the ability to switch color mid-production without stopping the spinning line is a decisive operational advantage that justifies the capital investment in dynamic melt mixing equipment.
Yes, but rotor and chamber materials must be selected appropriately. For inorganic pigments and mineral fillers above Mohs hardness 5, hardened steel alloys or ceramic-coated surfaces are recommended for the rotor and stator contact zones. Expect shorter seal service intervals compared to plain-pigment operations — schedule mechanical seal inspection every 2–3 months rather than 6.
For bicomponent spinning where two polymer streams must remain separated until the spinneret (sheath-core, side-by-side), a dynamic mixer is installed on each individual stream rather than on the combined flow. This ensures each component is internally homogeneous before reaching the bicomponent distribution plate. Mixing the two streams together before the spinneret would defeat the purpose of the bicomponent structure.
Higher rotation speed increases shear intensity and improves distributive mixing, but excessive shear on shear-sensitive polymers (e.g., certain nylon grades or high-IV PET) can cause molecular weight degradation or chain scission. For each polymer-additive system, there is an optimal rotation speed window where mixing uniformity is maximized without measurable IV drop. This is typically established during commissioning through melt flow index or viscosity measurements at varying mixer speeds.
Residence time depends on the chamber volume and throughput rate, but it is intentionally kept short — typically a few seconds to under a minute — to avoid thermal degradation. The dynamic mixer achieves in seconds what a static mixer would need much longer flow paths to accomplish, making it far more compact for equivalent mixing duty. This short residence time also limits heat history accumulation on heat-sensitive polymers.







")

ADDRESS: No.1298, Zhouan Road, Economic and Technological Development District, Jiaxing City, Zhejiang Province
PHONE: +86 19057031687
TEL: 86-0573-83777752
EMAIL: [email protected]