English
English عربى
عربى русский
русский 简体中文
简体中文







2026-07-17
Home / News / Industry News / Polyester Filament Spinning Production Line: FDY, POY & HOY Complete Guide (2026)

A polyester filament spinning production line is an integrated industrial system that transforms raw polyester polymer chips into continuous filament yarn. Unlike cotton spinning — which mechanically twists together short staple fibers — a filament yarn manufacturing line operates on an entirely different principle: melt spinning. In this process, solid PET chips are melted, extruded through fine spinneret holes, and solidified into continuous filaments that can stretch thousands of meters without interruption.
This distinction matters enormously for end-product properties. Cotton spinning produces yarns whose strength and texture depend on fiber length and twist; melt spinning delivers a synthetic fiber production line capable of producing yarns with precisely engineered tenacity, elongation, luster, and denier — properties impossible to achieve through staple fiber methods. The continuous nature of the filament also means far higher production speeds: modern lines routinely operate at 3,000 to 6,000 meters per minute.
Polyester filament spinning production lines are the foundation of the global synthetic textile supply chain, feeding into woven fabrics, knitted garments, industrial textiles, and specialty technical applications.
Understanding the filament yarn production process is essential for anyone evaluating equipment, planning a plant, or optimizing existing operations. The polyester melt spinning process follows five core stages, each of which directly influences the quality and consistency of the finished yarn.
PET chips are highly hygroscopic — they readily absorb moisture from the atmosphere. Before entering the extruder, chips must be dried to below 30 ppm moisture content, typically in a crystallizer followed by a rotary-drum or desiccant-bed dryer operating at a specific temperature for several hours. Skipping or shortchanging this step leads to hydrolytic degradation during melting, which reduces the polymer's intrinsic viscosity (IV) and causes filament breakage, poor tenacity, and inconsistent denier in the finished yarn.
Dried chips are conveyed into a single-screw extruder, where they are melted and homogenized at 280–295 °C. A precision gear pump meters the melt at a controlled, pulsation-free rate into the spin pack — a multi-layer filtration and spinneret assembly mounted in a heated spin beam. The spinneret itself is a precision-drilled stainless steel plate with anywhere from 36 to 288 holes (50–300 μm in diameter), through which individual filaments are extruded under controlled pressure. This is the defining step of the spinning line process flow, where polymer becomes yarn.
Directly below the spinneret, the freshly extruded filaments must be rapidly cooled from molten to solid state. A quench chamber — using either crossflow or radial (inside-out) airflow at 18–22 °C — achieves this solidification uniformly across the entire filament bundle. The uniformity of the quench air directly governs filament-to-filament denier consistency: any variation in cooling rate translates into variation in the finished yarn's physical properties.
Before drawing or winding, a finish oil is applied to the filament bundle via applicator rolls or metered nozzles. The finish performs two functions: it provides antistatic protection at the high speeds involved, and it lubricates the filaments against guide surfaces and godet rolls. Typical oil pick-up is 0.3–0.8% by weight — enough to protect, not enough to affect downstream processing.

In the final stage, the filament bundle is wound onto paper tubes at precisely controlled tension and traverse speed to form a yarn package. Modern precision winders handle speeds up to 6,000 m/min with automatic bobbin changeover systems to minimize downtime. Package weight typically ranges from 3 to 15 kg depending on yarn type and the requirements of the downstream process.

The configuration of a polyester spinning line — and in particular how it draws and orients the filaments — determines the yarn's molecular structure, mechanical properties, and commercial application. Three principal types are available: FDY, POY, and HOY.
FDY stands for Fully Drawn Yarn. An FDY yarn production line integrates spinning and drawing into a single continuous process: after quenching and oiling, the filaments pass through multiple heated godet roller stages that draw and heat-set them to full orientation in one step. The result is yarn with high tenacity, low elongation (25–40%), and excellent dimensional stability — ready for direct weaving or knitting without any further processing.
FDY full form in textile reflects exactly what it delivers: yarn that is fully oriented, fully crystallized, and fully ready for the loom or knitting machine. Winding speeds typically run at 3,500–5,000 m/min. Because fully drawn yarn manufacturing combines the draw stage with spinning, capital costs and process complexity are lower than two-step alternatives, and yarn-to-yarn consistency is outstanding. FDY is the preferred choice for warp yarns, lining fabrics, and high-count weaving applications.
POY — Partially Oriented Yarn — is intentionally produced at an intermediate state of molecular orientation. The POY production process runs at lower take-up speeds (2,800–3,500 m/min) than FDY, leaving the yarn in a metastable condition: stable enough for storage and shipping, but with the internal energy to undergo further drawing. This makes POY the primary feedstock for false-twist texturing machines, where it is simultaneously drawn and textured to produce the bulk, stretch, and hand-feel required for activewear, hosiery, and upholstery fabrics — the product commonly known as DTY (Draw Textured Yarn).
A POY yarn manufacturing line has a simpler godet roller configuration than an FDY line, which translates into lower equipment cost per spinning position. Producers targeting texturing mills as their customer base will find POY offers the best combination of capital efficiency and market demand.
HOY — High Oriented Yarn — sits between POY and FDY on the orientation spectrum, but is produced at the highest winding speeds of the three: approximately 4,500–5,500 m/min. At these speeds, molecular orientation is very high, but crystallization remains partial. The result is a yarn with lower elongation than POY (typically 50–90%) but greater processing flexibility than FDY.
High oriented yarn line production requires the most precise speed and temperature control of the three configurations. HOY is used in specialty applications — particularly fine-denier draw-textured yarns and micro-filament fabrics — where high strength must be combined with the capacity for subsequent processing. It represents a smaller but growing segment of the polyester filament market, and demands equipment with tighter engineering tolerances than standard POY or FDY lines.
The table below summarizes the key technical and commercial differences across the three yarn types:
| Orientation Degree | High (fully oriented & crystallized) | Partial (low crystallinity) | Very high orientation, partial crystallinity |
| Take-up Speed | 3,500–5,000 m/min | 2,800–3,500 m/min | 4,500–5,500 m/min |
| Tenacity | 3.5–5.0 cN/dtex | 2.0–3.0 cN/dtex | 3.0–4.5 cN/dtex |
| Elongation at Break | 25–40% | 120–160% | 50–90% |
| Process | One-step (spin + draw) | Spinning only; texturing separate | One-step (high-speed spin) |
| Downstream Usage | Direct weaving, warp yarn, lining | DTY texturing → activewear, hosiery | Fine-denier DTY, micro-filament |
| Typical Denier Range | 20D–300D | 50D–500D | 15D–150D |
| Relative Investment | Medium | Low–Medium | Medium–High |
The difference between FDY and POY comes down to whether downstream processing flexibility or weaving-readiness is the priority. FDY vs POY comparison consistently shows FDY winning on yarn consistency and direct usability; POY wins on feedstock economics for texturing operations. HOY vs POY is a less common comparison but matters for producers targeting the fine-denier specialty segment, where HOY's higher orientation enables finer, stronger yarns from the same polymer input.
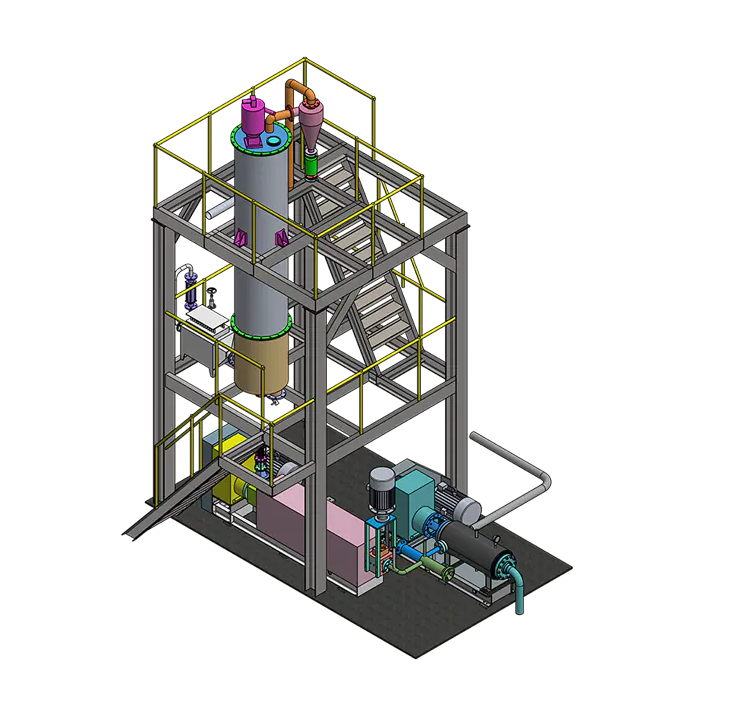
A complete polyester filament spinning production line consists of seven principal equipment units, each performing a distinct and critical function:
Polymer Dryer — crystallizer and rotary or desiccant-bed dryer, sized to match extruder throughput, bringing chip moisture below 30 ppm.
Compound Mixing and Dosing —Dynamic mixture system, features smart masterbatch dosing for FDY, POY, HOY, and industrial yarn (PET, PA, PP, PLA). film, and ink production lines. The up-to-date dynamic mixture (like the “Intelligent Dynamic Mixture System” developed by Jiaxing Shengbang Mechanical Equipment Co., Ltd.) enables the on-the-fly switching of raw material silos and additive/concentrate dosing ratios without production interruption. Additionally, by integrating modular hardware into existing production lines. This modular solution retrofits existing direct spinning lines to support inline color masterbatch injection for direct melt-to-yarn production, and has great value for retrofitting traditional uncolored polymer melt direct spinning lines for dope-dyed melt direct spinning line.
Extruder — single-screw with precision temperature-zone control across five or more heating zones; L/D ratio typically 30:1 to 36:1 for uniform melt quality.
Spin Pack — multi-layer sand and metal non-woven filtration assembly in a heated spin beam; removes gel particles and ensures uniform melt pressure distribution.
Spinneret — precision-drilled stainless steel plate with 36 to 288 holes; hole geometry (round, trilobal, hollow) determines filament cross-section and yarn luster.
Quench Chamber — crossflow or radial cooling unit; conditioned air at 18–22 °C; airflow uniformity governs denier CV% across the filament bundle.
Godet Rollers — heated and unheated precision roller pairs for drawing, orientation, and heat-setting; independent speed control on each pair enables precise draw ratio programming.
Winder — high-speed precision winder with automatic doffing; contact-roll tension control and electronic traverse ensure consistent package build at speeds up to 6,000 m/min.
Each component is designed to interface with the others, and the performance of the overall line is only as consistent as its weakest link. When specifying equipment, attention to inter-component compatibility — particularly melt throughput capacity and speed matching between extruder, metering pump, and winder — is as important as individual component specifications.
Polyester spinning line capacity varies widely depending on machine configuration and yarn specification. Standard Shengbang spinning lines cover the following ranges:
The filament yarn denier range required determines the appropriate spinneret configuration and winding speed. Fine deniers (15D–50D) target hosiery, lingerie, and technical fabrics. Medium deniers (75D–150D) serve the broadest apparel and home-textile applications. Heavy deniers (200D–500D) are used in industrial webbing, automotive fabrics, and geotextile applications.
A 48-position FDY line producing 75D/36f at 4,500 m/min yields approximately 15–18 metric tons per day. Multiple machines can be installed in parallel to scale output to the desired plant capacity.
The total investment in a polyester spinning plant depends on production scale, yarn type, automation level, and local civil construction costs. The figures below represent typical equipment cost ranges (There are some deviations from the actual cost expenditure, and just for reference only):
Small-capacity plant (1–2 machines, 8–16 positions, 3–8 T/day): USD 800,000 – 2,500,000. Suited to niche or specialty yarn production, or market entry with a defined product range.
Medium industrial plant (3–6 machines, up to 96 positions, 15–30 T/day): USD 2,500,000 – 8,000,000. The most common greenfield configuration for standalone yarn producers.
Large-scale factory (8+ machines, 200+ positions, 50–150+ T/day): USD 8,000,000 – 30,000,000+. Typically integrated with upstream chip melting or polymerization.
FDY production line price and POY line pricing fall within similar bands at equivalent capacity; HOY lines carry a 15–25% premium due to the higher-precision winding and godet systems required. Civil construction, utilities, and installation typically add 30–50% to equipment cost depending on location. Shengbang's project team can provide detailed budget estimates based on specific output requirements and plant location.
For investors without an existing technical team or factory infrastructure, a turnkey filament spinning plant solution eliminates the risk of managing multiple contractors and system interfaces. Shengbang's complete polyester production line service covers the full project lifecycle:
Layout design — optimized factory floor layout considering spinning bay dimensions, utilities routing, material flow, and future expansion. AutoCAD and 3D BIM models provided as standard.
Utility requirements — detailed specification of quench air conditioning, compressed air, electrical power, and process water; consult with professional engineers from Shengbang.
Equipment manufacture & QC — all core machinery manufactured in Jiaxing under ISO-certified quality management; factory acceptance testing completed before shipment with full documentation.
Installation & overseas commissioning — Shengbang engineers supervise on-site mechanical completion and process commissioning; overseas teams are available for international projects.
Operator training — structured training for production operators, maintenance engineers, and quality control staff; on-site and at-factory (Jiaxing) options available.
After-sales support — reasonable warranty on core components, remote technical support, stocked spare parts packages, and long-term spare parts agreements to ensure production continuity.
Jiaxing Shengbang Mechanical Equipment Co., Ltd. is a specialized manufacturer of polyester filament spinning production lines with a proven record across domestic and international markets. Furthermore, Shengbang independently developed a Bicomponent Spinning Pilot Machine, which is the first multifunctional fiber test machine made by a Chinese company. Its versatile machine enables rapid experimental sampling for monocomponent, bicomponent, and multicomponent fibers, covering materials such as PBS, PLA, PCS, and PGA, as well as industrial-grade PET, PA, and PP. Several factors distinguish Shengbang from both domestic competitors and higher-cost European suppliers.
Shengbang's manufacturing base in Jiaxing places it at the geographic and supply-chain center of China's synthetic fiber industry, enabling efficient procurement, rapid prototyping, and strong quality control over the full equipment range. The complete FDY, POY, and HOY portfolio — from 15D micro-filament to 500D industrial yarn — means customers deal with a single engineering partner rather than coordinating multiple suppliers with incompatible interfaces.
International project experience across South and Southeast Asia, the Middle East, and Africa means the overseas commissioning team understands the logistical and regulatory realities of cross-border project delivery — not just the machinery. Custom engineering capability allows modification of spinneret configurations, godet roller systems, and automation levels to meet specific denier, filament count, or quality targets that standard product ranges do not cover.
Finally, China-based manufacturing delivers equipment at price points 30–50% below equivalent European suppliers, without compromising on precision or reliability where it matters. Combined with a long-term after-sales network and process optimization support, Shengbang offers a total cost of ownership that is competitive at every stage of the plant's lifecycle — not just at the point of purchase.







")

ADDRESS: No.1298, Zhouan Road, Economic and Technological Development District, Jiaxing City, Zhejiang Province
PHONE: +86 19057031687
TEL: 86-0573-83777752
EMAIL: [email protected]